功能部件加工设备


产品介绍

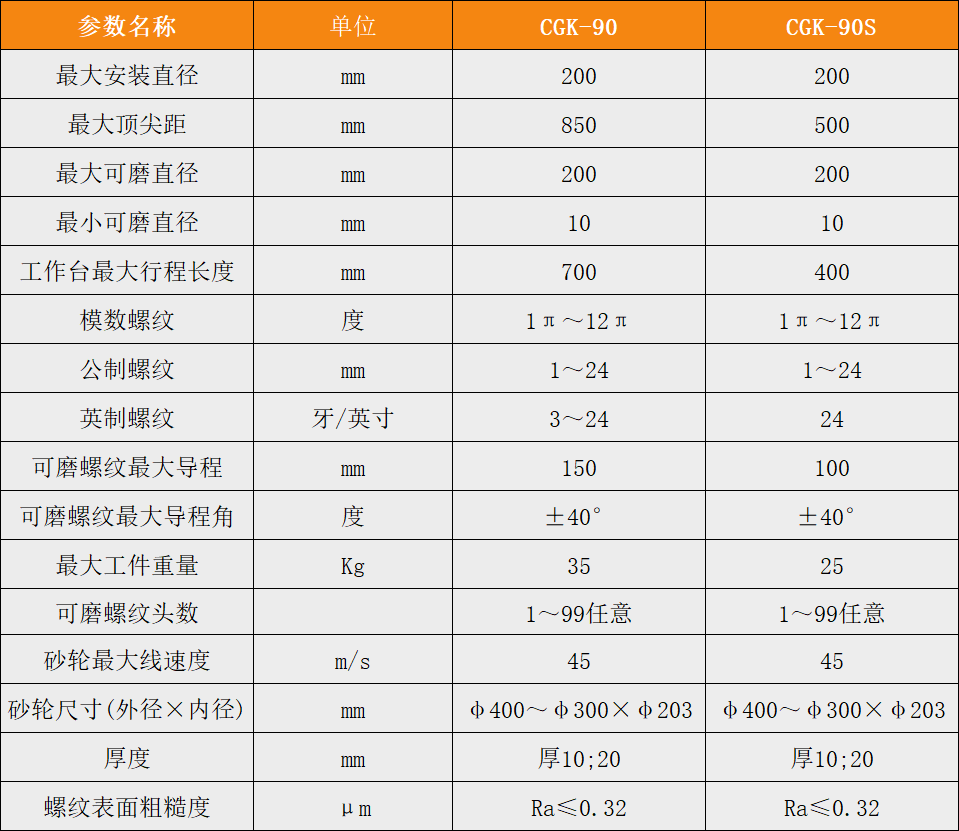
主要参数
工件的回转运动、工作台的纵向运动、砂轮架的横向运动、砂轮架转筒的回转运动、砂轮修整器的两坐标运动修整器及金刚碟轮的旋转运动均由西门子交流伺服电机驱动。砂轮主轴的旋转运动由西门子内装式交流永磁同步电机驱动,工作台纵向运动和砂轮架横向运动配置光栅尺,实现全闭环控制。头架回转运动配置角度编码器,实现全闭环控制。
主要精度
磨削蜗杆能达到的精度为:
1、蜗杆头数z=1-2,精度达到4级(GB10089-88)
2、蜗杆头数z≥3,精度达到5级(GB10089-88)
加工工件类型及工艺
机床主要用于磨削各种圆柱形蜗杆,如法向直廊蜗杆(ZN)、轴向直廊蜗杆(ZA)、渐开线蜗杆(ZI)、锥面包络蜗杆(ZK)以及圆弧圆柱蜗杆(ZC1),也可用于磨削梯形丝杠或滚珠丝杠。
工件采用中心孔定位,装夹在头架和尾架之间,较长工件可使用中心架作辅助支撑;工件一端安装夹头,由头架拨盘带动与头架主轴一起旋转,实现圆周进给。